
Todo sobre los hotends de tu impresora 3d
1-Los hotend
El elemento principal de tu impresora 3d
A que sirve un hotend ?
El hotend es el elemento ocupado en las impresoras 3D para derretir el filamento de manera tal de que fluya por la boquilla sin que el calor se escape de la “zona caliente”. Trabaja en conjunto con el extrusor (motor con una rueda dentada para empujar el filamento ) para depositar el material en el espacio de impresión de manera controlada.
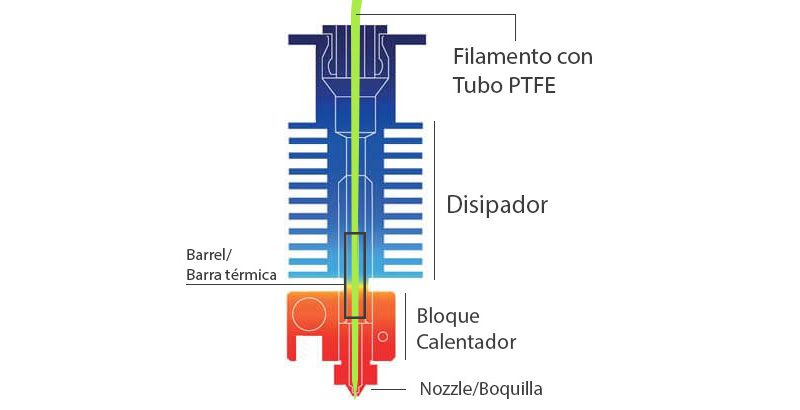
Composición de un hotend
Nozzle en ingles o boquilla: Es el elemento en forma de cono por el cual fluye el filamento fundido para ser depositado sobre el área de impresión. La resolución de la impresora en X/Y será determinada por el diámetro de la boquilla utilizada de 0.1mm hasta 1.5 mm y a ves mas . En general se utilizan boquillas de diámetro 0.4 mm ya que aseguran una relación de calidad y tiempo de impresión con el delaminador ocupado (Cura ,Prusa slicer , Repetier host , y simplify3d) . Se debe tener en cuenta que, mientras menor sea el diámetro de la boquilla mayor será la definición lograda en la impresión, pero también será mayor el tiempo empleado ya que debemos utilizar alturas de capa menores. Esto es a la inversa si utilizamos boquillas de mayor diámetro. El diámetro más grande permitido es el 80% del diámetro del filamento utilizado.En los últimos años, la aparición de nuevos materiales avanzados ha supuesto también la necesidad de diseñar nozzles en nuevos materiales. Actualmente los materiales más habituales en la fabricación de nozzles son los siguientes:

- Latón: Es el material más habitual. Sus principales ventajas son su bajo coste, facilidad de fabricación y alto coeficiente de transmisión térmica. Entre sus principales inconvenientes se encuentran su baja resistencia al desgaste, así como su baja resistencia a altas temperaturas, ya que no es recomendable usarlo por encima de 300 ºC. Es el material ideal cuando únicamente se imprime con materiales como PLA, ABS, ASA
- Latón niquelado: Se esta convirtiendo en el estándar en los hotends de mayor calidad. Se trata de un nozzle de latón al que se le ha aplicado un fino recubrimiento níquel. Este tratamiento superficial le da una mayor resistencia al desgaste, un menor coeficiente de fricción y una elevada resistencia a la corrosión. Esto hace que tengan una durabilidad superior a los nozzles de latón.
- Cobre niquelado: El material específico para imprimir con filamentos de alta temperatura. Se debe combinar con un bloque calefactor del mismo material. Permite alcanzar temperaturas de hasta 500 ºC.
- Acero endurecido o acero de herramienta: Destacan por su alta resistencia a la abrasión. Han sido diseñados para trabajar con filamentos altamente abrasivos como los reforzados con fibras o partículas. Es imprescindible en materiales como los filamentos metálicos o los reforzados con fibra de vidrio o carbono. Su principal desventaja es que suelen proporcionar una calidad superficial de impresión menor que los anteriores. Aunque es general están disponibles en tamaños desde 0.4 mm, es recomendable usar tamaños superiores a 0.5 mm para evitar obstrucciones. Aunque pueden soportar hasta 500 ºC, no es recomendable usarlos con materiales abrasivos por encima de 350 ºC.
- Acero inoxidable: Aunque pueda parecer similar al anterior y muchos usuarios lo adquieren para usar con filamentos abrasivos, esta no es su principal aplicación ya que su resistencia a la abrasión es muy inferior a los anteriores. Este tipo de nozzles son empleados principalmente en aplicaciones médicas y alimentarias ya que, debido a su alta resistencia a la corrosión, no desprenden partículas tóxicas que puedan mezclarse con el material fundido. Es probablemente el material menos habitual en la fabricación de nozzles. Al igual que los nozzles de cobre niquelado son aptos para aplicaciones de alta temperatura, soportando hasta 500 ºC.
- Latón o cobre con punta de rubí: Se trata de nozzles fabricados en latón o cobre, con un rubí engastado en la punta. Aunque mucha gente cree que son nozzles que no sufren desgaste, esto no es del todo correcto. Si bien es cierto que la alta dureza de la punta de rubí hace que esta no sufra desgaste y mantenga una alta calidad de impresión durante toda la vida útil del nozzle, el cuerpo fabricado en latón o cobre sí que sufre desgaste. Con filamentos sin cargas, la durabilidad de este tipo de nozzles es muy alta y en muchos casos puede ser superior a la de la impresora, sin embargo, con filamentos abrasivos el desgaste interno del cuerpo de latón o cobre provoca que con el tiempo el rubí se separe del nozzle. Se trata del nozzle ideal para imprimir materiales abrasivos con la máxima calidad siempre que se tenga en cuenta que este uso provocará una vida útil limitada. Es también el nozzle ideal para aquellos usuarios que no usen materiales abrasivos y quieran un nozzle con una alta durabilidad y que mantenga la máxima calidad durante toda la vida útil

Heat sink o disipador :mediante una corriente de aire forzada por un ventilador de 12v o 24v mantiene refrigerada la zona fría evitando que el calor se propague hacia arriba y el filamento fluya de manera adecuada hasta llegar al nozzle
- Barrel o garganta : puede ser completamente metálico (todo metal) o compuesto por un tramo de tubo de teflón y su función es guiar el filamento hasta la boquilla y actuar como ruptura de puente térmico.
Bloque calefactor: bloque compuesto por el cartucho calefactor de 12v 0 24v , encargado de generar el calor
la termistancia : dispositivo para medir la temperatura
2-Los sistemas de extrusión
directo , indirecto ,
3-Fallas Comunas
Uno de los principales problemas con los que se suele lidiar en impresión 3D son los atascos de filamento. Este inconveniente puede ser generado por diversos factores tales como:
- Obstrucción por falta de temperatura: el filamento no llega a fundirse y por lo tanto no fluye debidamente por la boquilla, generando un atasco
- Obstrucción por temperatura elevada: la temperatura es demasiado elevada, comienza a disiparse hacia la zona fría y produce la dilatación del filamento antes de llegar al nozzle, pierde rigidez y termina atascándose
- Atascos por filamento de mala calidad: filamentos de diámetro irregular, con suciedad o con humedad que afectan la extrusión del mismo bajo parámetros normales.
- Nozzle obstruido: se debe calentar el nozzle e intentar destapar con una aguja.
- Barrel obstruido: calentar el hotend e introducir varilla metálica para empujar el filamento atascado hacia abajo. Si el barrel está compuesto con un tramo de tubo de teflón, verificar que el mismo se encuentre en óptimas condiciones. Si es necesario, cortar un tramo del teflón atascado.
Dilatación del filamento en la zona fría: puede estar provocado por un ensamble incorrecto del conjunto barrel, bloque y disipador o por una disminución e interrupción del funcionamiento del ventilador forzador de aire del hotend. El filamento comienza a fundirse en la zona fría, pierde rigidez y no fluye debidamente.
Respecto a los atascos es importante enumerar otras causas comunes que no son provocadas por el hotend, pero que lo afectan:
- Altura indebida del nozzle con respecto a la cama: Si el nozzle está muy pegado a la cama favorecerá los atascos ya que el filamento no fluye debidamente. Si se encuentra muy separado tendremos pérdida de adherencia.
Como conclusión consideramos que el hotend es uno de los conjuntos que componen la impresora 3D de mayor importancia, ya que de su buen funcionamiento dependerá la calidad de nuestras impresiones. Si bien podemos experimentar diversos problemas, la solución de los mismos requieren de tareas relativamente sencillas y a medida de que tomemos mayor conocimiento sobre el funcionamiento de nuestra impresora, contaremos con habilidades para resolver y prevenir futuros inconvenientes.
Si compras tu impresora en Labotecno contarás con el asesoramiento de nuestro servicio técnico especializado en labotecno@gmail.com ¡estamos para ayudarte!
Si aún no te decidiste cuál es la mejor impresora 3D para vos, escribimos por
mensaje o visítanos en nuestro taller Hojas secas 6072 casa j Peñalolén ¡Te esperamos!